آخرین مقاله های فنی و تخصصی
 |
دستگاه سی ان سی توان فوقالعادهای برای بالا بردن توانایی یک کارگاه در تولید قطعات مختلف دارد اما این دلیل نمی شود که صاحب کارگاه نسبت به بازاریابی کارگاه سی ان سی بی تفاوت باشد. در مطالب قبل نشان دادیم که در بازاریابی کارگاه سی ان سی چه موارد میتواند تاثیرگذار باشد، اما در اینجا به شما خواهیم گفت که روند بازاریابی این کارگاه ها به چه شکلی است و باید از چه ابزارهایی استفاده کنند بازاریابی کارگاه CNC به صورت مستقیم اولین روش تبلیغاتی که یک کارگاه میتواند به کار ببرد تبلیغات مستقیم است که امروزه شاهد اجرای نمونه های مختلف آن در قالب تبلیغات تلویزیونی و تبلیغات در بیلبوردها هستیم. در حقیقت کارگاه های سی ان سی نمونه کار ها و توانایی های خود را در قالب پیام های تبلیغاتی در تلویزیون و در بیلبوردهای تبلیغاتی قرار میدهند و از این طریق به کسب درآمد می پردازند.
|
1399/06/01[ادامه ... ][نمایش : 1791]
 |
چرخدنده وسیلهای است برای انتقال گشتاور که به کمک آن میتوان مقدار گشتاور و یا سرعت دورانی را کاهش یا افزایش داد. همچنین به کمک چرخ دندهها میتوان جهت حرکت را تغییر داد. ساختار: داخلیترین قسمت چرخدنده توپی میباشد که به محور محرک متصل میباشد. در بیرون این قسمت جان چرخدنده قرار گرفتهاست. بیرونیترین قسمت در جهت شعاعی، محیط چرخدنده Rim میباشد که دندانههای چرخدنده در این قسمت قرار میگیرند. این بخش از چرخدنده منبع اصلی ایجاد صدا میباشد. مهمترین اصطلاحاتی که در طراحی چرخدنده بکار میروند عبارتاند از: دایره گام: دایرهای فرضی که تمامیمحاسبات بر اساس آن انجام میگیرد. دایره گام دو چرخدنده درگیر بر هم مماس میباشند. گام محیطی: طول کمانی از دایره گام که بین دو نقطه متناظر از دو دندانه مجاور قرار گرفتهاست. ارتفاع سردنده: فاصله بین بالای دندانه تا دایره گام. ارتفاع تهدنده: فاصله بین ته دندانه تا دایره گام. لقی محیطی: مقداری که فضای خالی بین دو دندانه یک چرخدنده از ضخامت دندانههای چرخدنده درگیر با آن در امتداد دایره گام بیشتر است. چرخدندهها بر اساس وضعیت قرارگیری محورهای دو چرخدنده درگیر نسبت به هم به دو گروه اصلی تقسیم میشوند:
|
1396/11/12[ادامه ... ][نمایش : 4200]
 | سالید ورکز یک نرم افزار سه بعدی طراحی مکانیکی است که که بر روی مایکروسافت ویندوز اجرا میشود و توسط شرکت سالید ورکز (که اکنون زیر مجموعهای از شرکت دسالت سیستمز فرانسه است) توسعه یافته. این نرم افزار اکنون یکی از محبوب ترین نرمافزارها در زمینه طراحی 3 بعدی مکانیکی است.
تاریخچه :
سالید ورکز در سال 1995 میلادی به عنوان رقیبی ارزان قیمت برای نرمافزارهای طراحی کامپیوتری نظیر پروانجینیر، آی دیاس، یونیگرافیکز، اتوکد و کاتیا عرضه شد. شرکت سالید ورکز در سال 1993 میلادی توسط جان هرشتیک بنیان گردید که دفتر مرکزی آن در کنکورد ماساچوست واقع بود و اولین محصول آن با نام سالید ورکز 95 در سال 1995 میلادی به بازار عرضه گردید. در سال 1997 میلادی دسالت سیستمز که عمده شهرت آن به علت نرمافزار طراحی کامپیوتری کاتیا است، شرکت سالید ورکز را خریداری کرد و اکنون 100 درصد سهام آن را در اختیار دارد. شرکت سالید ورکز از سال 2001 تا 2007 میلادی توسط جان مک النی رهبری میشد و اکنون تحت رهبری جف ری قرار دارد.
|
1396/03/24[ادامه ... ][نمایش : 3519]
 | ArtCAM Pro یکی از برنامه های نرم افزاری منحصربفرد است که برای کاربرانش امکان ساخت سریع مدل های سه بعدی با کیفیت از اسکچ های مفهومی و تصاویر را فراهم می کند. ArtCAM Pro ابزارهای فوق العاده ای را در زمینه مدل سازی سه بعدی و ایجاد طرح و تولید برنامه برای ماشین های CNC (ماشین ابزارهایی که به کمک کامپیوتر هدایت می شوند و قادر به انجام عملیات مختلفی مانند (حکاکی و برش) بر روی مواد هستند) را فراهم می کند. ابزارهای پیشرفته و استراتژی های ماشینکاری انعطاف پذیر در ArtCAM Pro می توانند تمام نیازهای کاربران ماشین های CNC را برآورده سازند. کاربرد این نرم افزار در سرعت بخشیدن به طراحی در صنعت های مختلف مانند حکاکی، نجاری، طلاسازی، قالبسازی، بسته بندی به اثبات رسیده است. |
1396/03/22[ادامه ... ][نمایش : 2409]
 | اسكنر سه بعدي 3D Scanner
اسکنر سهبعدی دستگاهی است که برای جمعآوری اطلاعات درباره یک شی و عوامل ظاهری آن به تجزیه و تحلیل دنیای واقعی شی و محیط اطرافش میپردازد. این اطلاعات جمعآوری شده برای ساخت مدلهای سهبعدی مفیدند و برای طیف گستردهای از برنامههای کاربردی، قابل استفاده میباشند. هدف یک اسکنر سهبعدی، معمولاً ایجاد یک ابر نقطهای از نمونههای هندسی در سطح یک شی میباشد. از این نقاط میتوان برای پیشبینی شکل ظاهری شی مورد نظر استفاده کرد. اگر اطلاعات مربوط به رنگ در هر یک از نقطهها، جمعآوری شده باشد، حتی رنگ شی مورد نظر نیز تعیین خواهد شد. این نوع از اسکنرها شباهت بسیاری به دوربین دارند. |
1395/12/12[ادامه ... ][نمایش : 2149]
 | اسپیندل موتور چیست؟
از اسپندل موتور چه میدانید ؟
وجود اسپندل در دستگاه های سی ان سی (cnc ) چوب ، سنگ و دستگاه هایی که عملیات حکاکی و براده برداری انجام میدهندالزامیست .
پس اسپندل موتور يکي از اجزاي اصلي دستگاههاي سي ان سي مي باشد.
مبنا و اساس کار اسپندل چرخاندن سریع ابزاراست .بطوری که دوران آن به 24000 دور در دقیقه میرسد.
چرخش ، قدرت براده برداری ایجاد میکند و هر چقدر سریعتر باشد کیفیت براده برداری بیشتر است .
اسپيندل موتور در خانواده موتورها در سري AC موتورها محسوب مي شود.موتور های AC پرسرعت یعنی
(High speed )هستند که به وسیله داریو های فرکانس بالا کنترل می شوند . |
1395/05/02[ادامه ... ][نمایش : 5353]
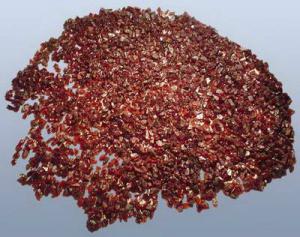 | گارنت (به انگلیسی: Garnet) با فرمول شیمیایی از مجموعه کانی هاست و از واژه گراناتوم اخذ شدهاست. انحلال آنها در اسیدها به سختی صورت گرفته و بندرت ذوب میشوند. متغیر – برای ایزومورفهای مرتبه بالای آن عناصر Mg- Fe – Ca- Al- V -Cr -Zr -Ti -Mn – Y در کانیها به صورت اولیه یافت میشوند. قرمز روشن تا قرمز تیره – قهوهای تیره – سیاه رنگ اثر خط:سیاه برای اولین بار در ایتالیا کشف شد و از نظر شکل بلور: رمبودودکائدر، رنگ: بی رنگ – سیاه – صورتی – قرمز تیره – سبز روشن – بنفش تیره – قرمز روشن -، شفافیت: غیر شفاف – نیمه کدر، شکستگی: صدفی – نامنظم – خشن، جلا: شیشهای – چرب – ابریشمی، رخ: ناقص- مطابق با سطح و در ردهبندی سیلیکات است همچنین خاصیت مغناطیسی ندارد و منشأ تشکیل آن ماگمایی – پگماتیت – دگرگونی – دگرگونی مجاورتی – آبرفتی است.
همایند کانیشناسی (پارانژ) آن سختی – چگالی – انحلال در اسیدها -رخ – اشعه Xاسفالریت – لوسیت – اویالیت – روبیس- کلریت- بیوتیت- فلدسپات ها- کوارتز است ، از نظر ژیزمان بلوری – آگرگات دانهای – تودهای – فشرده – دانهای در آبرفتها فراوان است و بیشتر در در زونهای ماگماتیک و دگرگونی مجاورتی، اسیدی و کربناتی یافت میشود. |
1395/05/02[ادامه ... ][نمایش : 3272]
 |
چند سوال در مورد شغل حکاکي وبرش ودستگاههاي
1) براي راه اندازي يک کارگاه کوچک براي خدمات برش و حکاکي با يک دستگاه CNC چوب چقدر سرمايه لازم است و بايد چه مجوزهايي داشته باشم؟
اگر بخواهید صرفا خدمات cnc بدهید، یعنی کارگاه های دیگر کارهای برش حکاکی شان را به شما بدهند، یک کارگاه کوچک با یک دستگاه cnc ابعاد 122 در 244 مناسب است. سرمایه لازم برای خرید این دستگاه از 30 میلیون تومان به بالاست.
هیچ مجوزی هم نیاز ندارد. البته اگر اتحادیه صنایع چوب منطقه موردنظرتان منعی ایجاد نکند. در واقع خدمات cnc به تنهایی مجوزی نمیخواهد و اتحادیه ندارد.
2-کمترين و بيشترين درآمد در ماه حدودا چقدر است؟
کاملا بستگی به بازار شما دارد. اگر بتوانید از ابزارهای تخصصی استفاده کنید ، درآمد شما نسبت به زمان بیشتر میشود.
|
1395/05/01[ادامه ... ][نمایش : 23556]
 |
تعریف :
ریخته گری دقیق به روشی اطلاق میشود که در آن قالب با استفاده از پوشاندن مدل های از بین رونده توسط دوغاب سرامیکی ایجاد می وشد. مدل (که معمولا از موم یا پلاستیک است) توسط سوزاندن با یا ذوب کردن از محفظه قالب خارج می شود.
ویژگی :
در روشهای قالبگیری در ماسه ، مدلهای چوبی یا فلزی به منظور تعبیه شکل قطعه در داخل مواد قالب مورد استفاده قرار میگیرد. در اینگونه روشا مدلها قابلیت استفاده مجدا دارند ولی قالب فقط یکبار استفاده می شود. در روش دقیق هم مدل و هم قالب فقط یک بار استفاده می شود. درروش دقیق هم مدل و هم قالب فقط یک بار استفاده می شود
|
1395/05/01[ادامه ... ][نمایش : 3913]
 | برای دست یافتن به بیشترین ظرفیت و توانایی تولید، با توجه به استفاده مکرر و پی در پی و مدام، نگهداری منظم و خوب دستگاه وایرکات به عنوان یک اصل مطرح میشود.
در سه دهه گذشته، EDM (دستگاه تخلیه الکتریکی) سیمی یا وایر کات پیشرفت زیادی کرد و تبدیل به دستگاهی شد که در فعالیتها و فرآیندهای روزانه قالبسازی مورد استفاده قرار میگیرد. توانایی و کارایی دستگاههای EDM امروزی به صورت پیوسته با پیشرفتهایی همراه بوده است و این پیشرفت در سه مشخصه اصلی یک دستگاه: سرعت، دقت و پرداخت سطح مشهود است
|
1395/05/01[ادامه ... ][نمایش : 3408]
 | نکات مهم در خرید دستگاه واترجت
هزینههای جاری و تامین قطعات
دستگاه واترجت برای برش، آب مقطر مصرف می کند و برای خنک کردن دستگاه در هنگام کار به حجم قابل توجهی آب نیاز است، برای برش قطعات افزون بر آب مقطر مادهای بهنام ابرسیو نیز مصرف می کند. این دستگاه با برق 100آمپر کار میکند. هرششماه تا یکسال بسته به میزان کار قطعاتی چون دهانه نازل، شبکههای میز کار، لولههای رابط و... مستهلک می شوند و نیاز به تعویض دارند. بسیاری از قطعات دستگاه و همچنین ماده مصرفی ابرسیو از خارج کشور وارد می شوند و در شرایط تحریم کنونی قیمت آنها افزایش مییابد و گاهی برخی قطعات در داخل نایاب میشوند.
هزینه سرویس دستگاه و تخلیه حوضچه زیر |
1395/03/20[ادامه ... ][نمایش : 3099]
 | ایجاد برتری های رقابتی با تمرکز روی استراتژی زمان بندی کار.
برنامه ریزی و زمان بندی کار را می توان عاملی مهم در ارتقاء توانایی تحویل به موقع و کاهش زمان تحویل دانست
این دو را می توان پارامتری دانست که جایگاه شما را در جایگاه رقابتی مشخص می کند. با افزایش میزان رقابت در سال های گذشته این موضوع در سال های اخیر بیش تر مورد توجه قرار گرفته است. فقط بهترین کارگاهها توانسته اند به ادامه حیات بپردازند. و همچنین شرکت هایی که کیفیت خیلی خوبی ارائه می دهند و یا شرکت هایی که از لحاظ فنی و تخصصی بهترین جایگاه را دارند. با توجه به این مفاهیم می توان جایگاه واقعی برنامه ریزی و زمان بندی را درک کرد.اما در این که برنامهریزی و زمان بندی ،چالش های خاص خود را دارد، و هر زمانی که ما با چالشی روبرو میشویم نیاز است تا برنامه زمانی خود را به روز کنیم شکی نیست
|
1395/01/29[ادامه ... ][نمایش : 2862]
 | چگونه می توان به بهینه سازی در کارگاه ماشین ابزار دست یافت؟
روشی ۵ مرحلهای برای مقابله با چالش های مربوط به زمان تحویل، کیفیت و هزینه سفارش ها
طبق تحقیقات اخیر ،زمان تحویل، کیفیت و هزینه، سه چالش عمده ای می باشند که سازندگان ابزار با آن مواجه هستند. نگاهی به این موضوعات می تواند منجر به یافتن راه حل مناسب برای از بین بردن و کم کردن نگرانی های مرتبط با سه موضوع ذکر شده باشد.
یک اشتباه معمول: یافتن راه حل بدون انجام تحلیل فرآیند
|
1395/01/29[ادامه ... ][نمایش : 3243]
 | جوش اکسیژن- سوخت گاز و برش اکسیژن- سوخت گاز یا برش هواگاز روش هایی هستند که در آنها سوخت گاز به همراه اکسیژن برای جوش دادن و برش فلزات استفاده می شود. مهندسان فرانسوی Edmond Fouché و Charles Picard نخستین کسانی بودند که در سال 1903 برای اولین بار از این روش برای جوش دادن استفاده کردند. برای بالا بردن دمای شعله برای ذوب منطقه ای قطعه ی مورد نظر (مثل فولاد) در شرایط هوای اتاق از اکسیژن خالص به جای هوا (20% اکسیژن، 80% نیتروژن) استفاده می شود. شعله ی حاصل |
1394/11/26[ادامه ... ][نمایش : 3520]
 | امروزه وپس از نزدیک شدن به نیم قرن از رونمایی اولین دستگاههای CNC درهانوفر آلمان وکمپانی Parsons میشیگان آمریکا وهمه گیری وپیشرفت این تکنولوژی دردنیا وکشور عزیزمان ایران و تحول عظیمی که در صنعت ساخت وتولید وعمدتا براده برداری به واسطه آن ایجاد شده طبیعتا یادگیری وآموزش نیروی متخصص ومتبحر جهت استفاده از دستگاههای CNC از ضروریات لازم برای صنعتگران عزیز می باشد لذا درسلسله مقالاتی که ازاین به بعد دراین مجله منتشر می گردد سعی می شود با زبانی بسیار ساده واز ابتدا به آموزش صحیح واصولی برنامه نویسی واپراتوری CNC پرداخته شود.
|
1394/06/24[ادامه ... ][نمایش : 49171]
 | در انتخاب سرعت برش عواملی چند تاثیری بسزا داشته و توجه به آن موجب بهبود کار و دوام ابزار خواهد شد:
الف) جنس قطعه کار: با توجه به جنس قطعه کار ،سرعت برش انتخاب می شود و هر چه جنس کار سخت تر می گردد،براده برداری مشکل تر شده و حرارت؛یعنی هر چه جنس کار سخت تر باشد به همان نسبت سرعت برش کمتر انتخاب می گردد.
|
1394/02/22[ادامه ... ][نمایش : 9715]
 | تیغه فرزها دارای انواع و اندازه های مختلفی هستند که از لحاظ شکل ،اندازه ،تعداد دندانه،نوع کار،نوع تولید،طرز بستن و غیره با یکدیگر فرق دارند و تقسیم بندی می شوند.
|
1394/02/22[ادامه ... ][نمایش : 5179]
 | روش دیگر برای ساخت یک نگهدارنده مناسب برای اینسرتهای چهارگوش و غلبه بر مشکلات نگهدارنده های یکپارچه استفاده از نگهدارنده لقمه ای مطابق شکل (a-14) است. حفره به صورت یک شیار در طول نگهدارنده ایجاد شده و با دو لقمه در دو انتهای شیار مسدود و فضای مناسب برای اینسرت چهارگوش ایجاد می شود.برای جلوگیری از حرکت جانبی لقمه ها ،یک خار زیر هر لقمه تعبیه شده است تا در جاساز نگهدارنده از حرکت جانبی لقمه جلوگیری نماید.این لقمه ها با پیچ های آلن بسته می شوند. |
1394/01/24[ادامه ... ][نمایش : 2639]
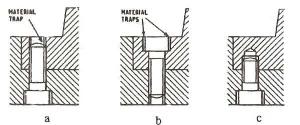
| ملاحظه نمودید وقتی که تصمیم گرفتیم در یک طرح قالب اینسرتهای ماهیچه و حفره بکار ببریم می بایستی این اینسرتها را در محل خود نگهداشت.با محکم جا زدن اینسرت در نگهدارنده و رعایت انطباق صحیح و مناسب بین اینسرت و محل آن در نگهدارنده در هنگام مونتاژ ،انطباق خوبی بین حفره و ماهیچه ایجاد می شود. |
1394/01/20[ادامه ... ][نمایش : 2837]
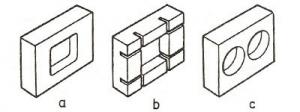
 | ۶اگرچه عموما این تمایل وجود دارد که عمل پران را در نیمه متحرک قالب انجام دهیم ولی همیشه این کار عملی نیست.یک جعبه مستطیلی شکل را در نظر بگیرید که به خاطر ظاهر شکل قطعه می باید ورودی سیستم تغذیه در داخل جعبه باشد و در معرض دید نباشد.مطابق شکل زیر در این حالت سیستم پران و ماهیچه باید در نیمه ثابت قالب باشد. |
1394/01/20[ادامه ... ][نمایش : 3651]
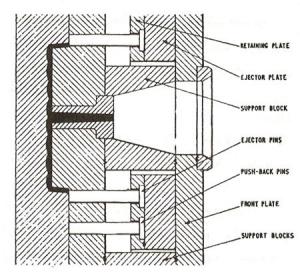
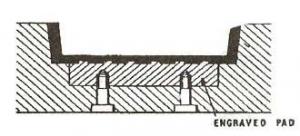
 | مجموعه صفحه پران به بخشی از قالب گفته می شود که اجزای پران به آن بسته می شوند.این مجموعه در پشت صفحه قالب در بین فضای شبکه پران قرار می گیرد.این مجموعه در شکل زیر نشان داده شده است.
|
1394/01/18[ادامه ... ][نمایش : 4979]
 | دو روش برای بستن اینسرتها به صفحه نگهدارنده وجود دارد .انتخاب یکی از این دو روش بستگی به نوع اینسرت دارد. در روش اول از تکنیک بستن با پیچ از زیر استفاده شده است.در این حالت اینسرت از یک جاساز کور در صفحه نگهدارنده با پیچ های آلن محکم می شود. |
1394/01/18[ادامه ... ][نمایش : 4550]
 | برای قالبهایی که دارای محفظه پیچیده بوده و یا قالبهای چند محفظه ای ماشین کاری حفره و ماهیچه از یک بلوک فولادی به روش اینتگری مناسب نیست.مراحل ماشین کاری و عملیاتی که باید انجام شود بسیار پیچیده و غیر اقتصادی است.بنابراین از روش اینسرت نگهدارنده به جای روش اینتگری استفاده می کنند.
|
1394/01/18[ادامه ... ][نمایش : 4803]
 | اولين ماشين تراش در سال 1740 در فرانسه ساخته شد. در اين ماشين وسيله چرخش محور اصلي بوسيله دست بود، يک دست گرداننده محور آن ( محور کار ) مستقيما روي دستگاه که به محور اصلي متصل است توسط دو چرخ دنده ساده به ميله پيچ بري متصل مي باشد قرار گرفته است. در اين نوع ماشين براي تعويض چرخ دنده هاي متفاوت جهت پيچ تراشي پيچ هاي متفاوتي پيش بيني شده بود.
|
1393/09/16[ادامه ... ][نمایش : 7271]
 | در این صفحه می توانید مقاله راهنمای انتخاب و مصرف گریس را به صورت فایل PDF دانلود نمایید . |
1393/05/05[ادامه ... ][نمایش : 2722]
 | دانلود مقاله عملیات حرارتی فولادها که توسط مهندس مجتبی شاهین فخر تالیف گردیده است . |
1393/05/05[ادامه ... ][نمایش : 3008]
 | بزرگ ترین و قدرتمندترین دستگاه سی ان سی جهان
می دانید دستگاه CNC این ماشینی است که می توان با آن به سرعت قطعاتی با اندازههای دقیق از فلز یا چوب و... درست کرد. شکل این قطعات از پیش توسط یک برنامه مشخص میشود و این دستگاه بر اساس نقشه کامیپوتری قطعه مورد نظر را تولید می کند. |
1393/04/14[ادامه ... ][نمایش : 4639]
 | از دستگاههای CNC ارزان برای برش و حکاکی دو بعدی قطعات و نیز برای تراش سه بعدی مواد غیر سخت استفاده می شود. این دستگاه ها می توانند بر روی اغلب مواد غیرفلزی و بر روی فلزات نرم عملیات تراش یا براده برداری را انجام دهند. از این نوع دستگاههای CNC برای کار روی فولاد، سنگ و مواد سخت نمی توان استفاده کرد. |
1392/11/12[ادامه ... ][نمایش : 16091]
 | ليزرها بر اساس اصل كلي كه در بسامدهاي ميكروموج اختراع گرديده بود و به آن ميزر (تقويت ميكروموج توسط گسيل تابش القايي) گفته ميشد، كار ميكنند. وقتي طول موج نوسان به ناحيه بسامدهاي اپتيكي ميرسد، طبيعتاً به آن ليزر (تقويت نور توسط گسيل تابش القايي) گفته ميشود. |
1392/11/12[ادامه ... ][نمایش : 21262]
 | اين نرم ¬افزار، يکي از برنامه¬ هايي است که جاي سخت¬ افزارهاي بسياري را در ماشين¬ هاي کنترل عددي(CNC) و روبات¬ ها و ماشين اندازه¬ گيري مختصاتي (CMM) گرفته است. اين نرم افزار توسعه داده شده¬ ي نرم افزاري مي¬ باشد که در بخش سيستم¬هاي هوشمند (ISD) موسسه بين المللي استاندارد و فن آوري(NIST) در ايالات متحده تهيه گرديده است |
1392/11/12[ادامه ... ][نمایش : 10622]
 | علاوه بر ساختار شیمیایی فلزات، ساختار سطح فلزات نیز بر روی خواص ظاهری سیستم رنگی که در مراحل بعد اعمال میشود مؤثر میباشند. ساختار سطح فلزات کم و بیش متأثر از پروسه تولید فلزات و نحوه شکل دهی آنها میباشد. به همین دلیل زبری سطح فلز را طی عملیات تمیزکاری بوسیله برس زنی، سندینگ و بلاستینگ بوسیله ذرات فولادی یا سند، تغییر میدهند، تا بوسیله ایجاد زبری مناسب خواص سیستم رنگ را بهبود دهیم. |
1392/10/13[ادامه ... ][نمایش : 8858]
 | دستگاه برش با آب یا برش واترجت ( Abrasive WaterJet Cutting ) کار برش مواد را با فشار زیاد آب انجام می دهد. ساز و کار واترجت بدین صورت است که یک پمپ بسیار قوی آب را با فشار زیاد به داخل یک نازل با قطر خیلی کم هدایت میکند در نتیجه آب سرعتی در حدود 900 متر بر ثانیه پیدا میکند سپس مادۀ ساینده ای به نام ابرسیو (abrasive) به منظور برش مواد سخت به این آب تزریق میشود، این مخلوط آب و مواد ساینده که با فشار 4000 تا 6200 بار (بسته به قدرت پمپ) از نازل خارج میشود طرح را بر روی قطعه مورد نظر برش میدهد. |
1392/10/13[ادامه ... ][نمایش : 11953]
 | مقدمه اي برنرم افزار mechanical desktop v.6
نرم افزارMECHANICAL DESKTOP كه به اختصار MTD خوانده مي شود. نرم افزار بسيار مؤثر و داراي توانايي هاي منحصر به فردي در طراحي قطعات نامعين و طراحي قطعات معمين ميباشد. اين نرم افزار توسط شركت Autodesk پشتيباني شده است وچندين سال پيش ابتدايي ترين نرم افزار ان تحت نام MDT2 به بازار آمد .
|
1392/10/13[ادامه ... ][نمایش : 3259]
 | از برش پارچه برای تولید محصولات مختلف مانند البسه، پرده و ... استفاده می کنند. در گذشته این کار به صورت دستی و با قیچی انجام می شده است که کار بسیار طاقت فرسا و زمان بری بود، اما با گسترش استفاده از دستگاه های سی ان سی صنعت پارچه نیز تغییرات زیادی کرده است. دستگاه برش پارچه CNC که توسط کامپیوتر هدایت می شود در دو نوع دستگاه برش پارچه تیغه ای و دستگاه برش پارچه لیزری وجود دارد.
|
1392/10/12[ادامه ... ][نمایش : 13528]
 | دستگاه های سی ان سی (CNC) یا دستگاه های کنترل رقمی دستگاه هایی هستند که با هدایت کامپیوتری عملیات مختلفی را مانند برش، تراش، حکاکی، سوراخ کاری، جوش و ... را روی مواد مختلف انجام می دهند. |
1392/10/12[ادامه ... ][نمایش : 8529]
 | برش لیزری تکنولوژی است که در آن با لیزر مواد مختلف را با دقت زیاد ،سرعت بالا و با قدرت زیادی برش می دهد. به دلیل قطر کم لیزر، برش لیزری برش بسیار دقیقی بوده و هیچ گونه خطایی ندارد. در اغلب موارد، تنها نکته ای که باید مورد توجه قرار گیرد نوع جنس ماده است، زیرا سطح برخی مواد پس از برش لیزر کمی می سوزد. بهتر است بیشتر در مورد خصوصیات برش لیزر بدانید. |
1392/10/12[ادامه ... ][نمایش : 5171]
 | در این مطلب سعی داریم تا روش ساخت و کنترل یک ماشین سی ان سی در این مطلب سعی داریم تا روش ساخت و کنترل یک ماشین CNC را از ابتدا برای شما توضیح بدیم. تا بعد از مطالعه آن به قدرت کامپیوتر های خانگی در کنترل یک ماشین پی ببرید و بدانید که ساختن ماشین های CNC برای همه امکان پذیر است. |
1392/09/27[ادامه ... ][نمایش : 33848]
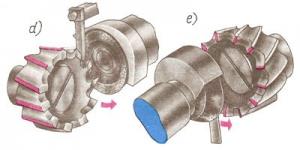
 | اين ابزارها داراي يك قسمت برشكاري با قطر يكنواخت هستند. سطح مارپيچ به منظور خروج براده هاي ماشين كاري در نظر گرفته شده است.
براي استفاده از اين نوع ابزار بايد به قطر قسمت براده برداري و طول سر ابزار دقت كرد. محدوديت اصلي در اين ابزارها طول قسمت ساده ي سر ابزار است.
خيلي از اپراتورهايcncاز ابزارهاي سوراخكاري براي برش عرضي استفاده ميكنند درحاليكه ابزارهاي مخصوص برشكاري سرعت و كيفيت چند برابري تامين ميكنند.
|
1392/09/18[ادامه ... ][نمایش : 9235]
 | درکارگاههای زرگری نمی توان یک مدل واحد وکامل طراحی وارائه نمودوکارگاهها را به دلیل شرایط کارگاهها از لحاظ مکانی وجغرافیایی وملکیت آنها نمی توانیم تغییرات ساختاری زیادی ایجاد کرد. برای همین یکسری موارد در این مقاله برای افزایش راندمان وکارایی پیشنهاد می شود |
1392/09/18[ادامه ... ][نمایش : 5707]