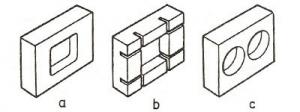
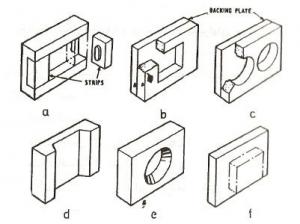
نگهدارنده ها در قالب – قسمت اول
ملاحظه نمودید وقتی که تصمیم گرفتیم در یک طرح قالب اینسرتهای ماهیچه و حفره بکار ببریم می بایستی این اینسرتها را در محل خود نگهداشت.با محکم جا زدن اینسرت در نگهدارنده و رعایت انطباق صحیح و مناسب بین اینسرت و محل آن در نگهدارنده در هنگام مونتاژ ،انطباق خوبی بین حفره و ماهیچه ایجاد می شود.




آخرین مقاله ها
 شیوه های بازاریابی کارگاه CNC که درآمد آنها را افزایش می دهد
شیوه های بازاریابی کارگاه CNC که درآمد آنها را افزایش می دهد
دستگاه سی ان سی توان فوقالعادهای برای بالا بردن توانایی یک کارگاه در تولید قطعات مختلف دارد اما این دلیل نمی شود که صاحب کارگاه نسبت به بازاریابی کارگاه سی ان سی بی تفاوت باشد. در مطالب قبل نشان دادیم که در بازاریابی کارگاه سی ان سی چه موارد میتواند تاثیرگذار باشد، اما در اینجا به شما خواهیم گفت که روند بازاریابی این کارگاه ها به چه شکلی است و باید از چه ابزارهایی استفاده کنند بازاریابی کارگاه CNC به صورت مستقیم اولین روش تبلیغاتی که یک کارگاه میتواند به کار ببرد تبلیغات مستقیم است که امروزه شاهد اجرای نمونه های مختلف آن در قالب تبلیغات تلویزیونی و تبلیغات در بیلبوردها هستیم. در حقیقت کارگاه های سی ان سی نمونه کار ها و توانایی های خود را در قالب پیام های تبلیغاتی در تلویزیون و در بیلبوردهای تبلیغاتی قرار میدهند و از این طریق به کسب درآمد می پردازند.
 معرفی انواع چرخ دنده ودنده شانه ای
معرفی انواع چرخ دنده ودنده شانه ای
چرخدنده وسیلهای است برای انتقال گشتاور که به کمک آن میتوان مقدار گشتاور و یا سرعت دورانی را کاهش یا افزایش داد. همچنین به کمک چرخ دندهها میتوان جهت حرکت را تغییر داد. ساختار: داخلیترین قسمت چرخدنده توپی میباشد که به محور محرک متصل میباشد. در بیرون این قسمت جان چرخدنده قرار گرفتهاست. بیرونیترین قسمت در جهت شعاعی، محیط چرخدنده Rim میباشد که دندانههای چرخدنده در این قسمت قرار میگیرند. این بخش از چرخدنده منبع اصلی ایجاد صدا میباشد. مهمترین اصطلاحاتی که در طراحی چرخدنده بکار میروند عبارتاند از: دایره گام: دایرهای فرضی که تمامیمحاسبات بر اساس آن انجام میگیرد. دایره گام دو چرخدنده درگیر بر هم مماس میباشند. گام محیطی: طول کمانی از دایره گام که بین دو نقطه متناظر از دو دندانه مجاور قرار گرفتهاست. ارتفاع سردنده: فاصله بین بالای دندانه تا دایره گام. ارتفاع تهدنده: فاصله بین ته دندانه تا دایره گام. لقی محیطی: مقداری که فضای خالی بین دو دندانه یک چرخدنده از ضخامت دندانههای چرخدنده درگیر با آن در امتداد دایره گام بیشتر است. چرخدندهها بر اساس وضعیت قرارگیری محورهای دو چرخدنده درگیر نسبت به هم به دو گروه اصلی تقسیم میشوند:
 معرفی نرم افزار سالیدورک
سالید ورکز یک نرم افزار سه بعدی طراحی مکانیکی است که که بر روی مایکروسافت ویندوز اجرا میشود و توسط شرکت سالید ورکز (که اکنون زیر مجموعهای از شرکت دسالت سیستمز فرانسه است) توسعه یافته. این نرم افزار اکنون یکی از محبوب ترین نرمافزارها در زمینه طراحی 3 بعدی مکانیکی است.
تاریخچه :
سالید ورکز در سال 1995 میلادی به عنوان رقیبی ارزان قیمت برای نرمافزارهای طراحی کامپیوتری نظیر پروانجینیر، آی دیاس، یونیگرافیکز، اتوکد و کاتیا عرضه شد. شرکت سالید ورکز در سال 1993 میلادی توسط جان هرشتیک بنیان گردید که دفتر مرکزی آن در کنکورد ماساچوست واقع بود و اولین محصول آن با نام سالید ورکز 95 در سال 1995 میلادی به بازار عرضه گردید. در سال 1997 میلادی دسالت سیستمز که عمده شهرت آن به علت نرمافزار طراحی کامپیوتری کاتیا است، شرکت سالید ورکز را خریداری کرد و اکنون 100 درصد سهام آن را در اختیار دارد. شرکت سالید ورکز از سال 2001 تا 2007 میلادی توسط جان مک النی رهبری میشد و اکنون تحت رهبری جف ری قرار دارد.
معرفی نرم افزار سالیدورک
سالید ورکز یک نرم افزار سه بعدی طراحی مکانیکی است که که بر روی مایکروسافت ویندوز اجرا میشود و توسط شرکت سالید ورکز (که اکنون زیر مجموعهای از شرکت دسالت سیستمز فرانسه است) توسعه یافته. این نرم افزار اکنون یکی از محبوب ترین نرمافزارها در زمینه طراحی 3 بعدی مکانیکی است.
تاریخچه :
سالید ورکز در سال 1995 میلادی به عنوان رقیبی ارزان قیمت برای نرمافزارهای طراحی کامپیوتری نظیر پروانجینیر، آی دیاس، یونیگرافیکز، اتوکد و کاتیا عرضه شد. شرکت سالید ورکز در سال 1993 میلادی توسط جان هرشتیک بنیان گردید که دفتر مرکزی آن در کنکورد ماساچوست واقع بود و اولین محصول آن با نام سالید ورکز 95 در سال 1995 میلادی به بازار عرضه گردید. در سال 1997 میلادی دسالت سیستمز که عمده شهرت آن به علت نرمافزار طراحی کامپیوتری کاتیا است، شرکت سالید ورکز را خریداری کرد و اکنون 100 درصد سهام آن را در اختیار دارد. شرکت سالید ورکز از سال 2001 تا 2007 میلادی توسط جان مک النی رهبری میشد و اکنون تحت رهبری جف ری قرار دارد.
 تاريخچه ماشين تراش
اولين ماشين تراش در سال 1740 در فرانسه ساخته شد. در اين ماشين وسيله چرخش محور اصلي بوسيله دست بود، يک دست گرداننده محور آن ( محور کار ) مستقيما روي دستگاه که به محور اصلي متصل است توسط دو چرخ دنده ساده به ميله پيچ بري متصل مي باشد قرار گرفته است. در اين نوع ماشين براي تعويض چرخ دنده هاي متفاوت جهت پيچ تراشي پيچ هاي متفاوتي پيش بيني شده بود.
تاريخچه ماشين تراش
اولين ماشين تراش در سال 1740 در فرانسه ساخته شد. در اين ماشين وسيله چرخش محور اصلي بوسيله دست بود، يک دست گرداننده محور آن ( محور کار ) مستقيما روي دستگاه که به محور اصلي متصل است توسط دو چرخ دنده ساده به ميله پيچ بري متصل مي باشد قرار گرفته است. در اين نوع ماشين براي تعويض چرخ دنده هاي متفاوت جهت پيچ تراشي پيچ هاي متفاوتي پيش بيني شده بود.
 دستگاههای CNC ارزان
از دستگاههای CNC ارزان برای برش و حکاکی دو بعدی قطعات و نیز برای تراش سه بعدی مواد غیر سخت استفاده می شود. این دستگاه ها می توانند بر روی اغلب مواد غیرفلزی و بر روی فلزات نرم عملیات تراش یا براده برداری را انجام دهند. از این نوع دستگاههای CNC برای کار روی فولاد، سنگ و مواد سخت نمی توان استفاده کرد.
دستگاههای CNC ارزان
از دستگاههای CNC ارزان برای برش و حکاکی دو بعدی قطعات و نیز برای تراش سه بعدی مواد غیر سخت استفاده می شود. این دستگاه ها می توانند بر روی اغلب مواد غیرفلزی و بر روی فلزات نرم عملیات تراش یا براده برداری را انجام دهند. از این نوع دستگاههای CNC برای کار روی فولاد، سنگ و مواد سخت نمی توان استفاده کرد.
 لیزر و کاربرد آن در صنعت
ليزرها بر اساس اصل كلي كه در بسامدهاي ميكروموج اختراع گرديده بود و به آن ميزر (تقويت ميكروموج توسط گسيل تابش القايي) گفته ميشد، كار ميكنند. وقتي طول موج نوسان به ناحيه بسامدهاي اپتيكي ميرسد، طبيعتاً به آن ليزر (تقويت نور توسط گسيل تابش القايي) گفته ميشود.
لیزر و کاربرد آن در صنعت
ليزرها بر اساس اصل كلي كه در بسامدهاي ميكروموج اختراع گرديده بود و به آن ميزر (تقويت ميكروموج توسط گسيل تابش القايي) گفته ميشد، كار ميكنند. وقتي طول موج نوسان به ناحيه بسامدهاي اپتيكي ميرسد، طبيعتاً به آن ليزر (تقويت نور توسط گسيل تابش القايي) گفته ميشود.
 نرم افزار کنترلر سی ان سی FC2S
اين نرم ¬افزار، يکي از برنامه¬ هايي است که جاي سخت¬ افزارهاي بسياري را در ماشين¬ هاي کنترل عددي(CNC) و روبات¬ ها و ماشين اندازه¬ گيري مختصاتي (CMM) گرفته است. اين نرم افزار توسعه داده شده¬ ي نرم افزاري مي¬ باشد که در بخش سيستم¬هاي هوشمند (ISD) موسسه بين المللي استاندارد و فن آوري(NIST) در ايالات متحده تهيه گرديده است
نرم افزار کنترلر سی ان سی FC2S
اين نرم ¬افزار، يکي از برنامه¬ هايي است که جاي سخت¬ افزارهاي بسياري را در ماشين¬ هاي کنترل عددي(CNC) و روبات¬ ها و ماشين اندازه¬ گيري مختصاتي (CMM) گرفته است. اين نرم افزار توسعه داده شده¬ ي نرم افزاري مي¬ باشد که در بخش سيستم¬هاي هوشمند (ISD) موسسه بين المللي استاندارد و فن آوري(NIST) در ايالات متحده تهيه گرديده است
 آماده کردن فلزات برای استفاده در ساخت بدنه خودرو
علاوه بر ساختار شیمیایی فلزات، ساختار سطح فلزات نیز بر روی خواص ظاهری سیستم رنگی که در مراحل بعد اعمال میشود مؤثر میباشند. ساختار سطح فلزات کم و بیش متأثر از پروسه تولید فلزات و نحوه شکل دهی آنها میباشد. به همین دلیل زبری سطح فلز را طی عملیات تمیزکاری بوسیله برس زنی، سندینگ و بلاستینگ بوسیله ذرات فولادی یا سند، تغییر میدهند، تا بوسیله ایجاد زبری مناسب خواص سیستم رنگ را بهبود دهیم.
آماده کردن فلزات برای استفاده در ساخت بدنه خودرو
علاوه بر ساختار شیمیایی فلزات، ساختار سطح فلزات نیز بر روی خواص ظاهری سیستم رنگی که در مراحل بعد اعمال میشود مؤثر میباشند. ساختار سطح فلزات کم و بیش متأثر از پروسه تولید فلزات و نحوه شکل دهی آنها میباشد. به همین دلیل زبری سطح فلز را طی عملیات تمیزکاری بوسیله برس زنی، سندینگ و بلاستینگ بوسیله ذرات فولادی یا سند، تغییر میدهند، تا بوسیله ایجاد زبری مناسب خواص سیستم رنگ را بهبود دهیم.
 واتر جت
دستگاه برش با آب یا برش واترجت ( Abrasive WaterJet Cutting ) کار برش مواد را با فشار زیاد آب انجام می دهد. ساز و کار واترجت بدین صورت است که یک پمپ بسیار قوی آب را با فشار زیاد به داخل یک نازل با قطر خیلی کم هدایت میکند در نتیجه آب سرعتی در حدود 900 متر بر ثانیه پیدا میکند سپس مادۀ ساینده ای به نام ابرسیو (abrasive) به منظور برش مواد سخت به این آب تزریق میشود، این مخلوط آب و مواد ساینده که با فشار 4000 تا 6200 بار (بسته به قدرت پمپ) از نازل خارج میشود طرح را بر روی قطعه مورد نظر برش میدهد.
واتر جت
دستگاه برش با آب یا برش واترجت ( Abrasive WaterJet Cutting ) کار برش مواد را با فشار زیاد آب انجام می دهد. ساز و کار واترجت بدین صورت است که یک پمپ بسیار قوی آب را با فشار زیاد به داخل یک نازل با قطر خیلی کم هدایت میکند در نتیجه آب سرعتی در حدود 900 متر بر ثانیه پیدا میکند سپس مادۀ ساینده ای به نام ابرسیو (abrasive) به منظور برش مواد سخت به این آب تزریق میشود، این مخلوط آب و مواد ساینده که با فشار 4000 تا 6200 بار (بسته به قدرت پمپ) از نازل خارج میشود طرح را بر روی قطعه مورد نظر برش میدهد.
 دستگاه لیزر بزرگ
دستگاه های سی ان سی (CNC) یا دستگاه های کنترل رقمی دستگاه هایی هستند که با هدایت کامپیوتری عملیات مختلفی را مانند برش، تراش، حکاکی، سوراخ کاری، جوش و ... را روی مواد مختلف انجام می دهند.
دستگاه لیزر بزرگ
دستگاه های سی ان سی (CNC) یا دستگاه های کنترل رقمی دستگاه هایی هستند که با هدایت کامپیوتری عملیات مختلفی را مانند برش، تراش، حکاکی، سوراخ کاری، جوش و ... را روی مواد مختلف انجام می دهند.
 آموزش ساخت ماشین CNC
در این مطلب سعی داریم تا روش ساخت و کنترل یک ماشین سی ان سی در این مطلب سعی داریم تا روش ساخت و کنترل یک ماشین CNC را از ابتدا برای شما توضیح بدیم. تا بعد از مطالعه آن به قدرت کامپیوتر های خانگی در کنترل یک ماشین پی ببرید و بدانید که ساختن ماشین های CNC برای همه امکان پذیر است.
آموزش ساخت ماشین CNC
در این مطلب سعی داریم تا روش ساخت و کنترل یک ماشین سی ان سی در این مطلب سعی داریم تا روش ساخت و کنترل یک ماشین CNC را از ابتدا برای شما توضیح بدیم. تا بعد از مطالعه آن به قدرت کامپیوتر های خانگی در کنترل یک ماشین پی ببرید و بدانید که ساختن ماشین های CNC برای همه امکان پذیر است.
 معرفي انواع ابزارهايcncروتر
اين ابزارها داراي يك قسمت برشكاري با قطر يكنواخت هستند. سطح مارپيچ به منظور خروج براده هاي ماشين كاري در نظر گرفته شده است.
براي استفاده از اين نوع ابزار بايد به قطر قسمت براده برداري و طول سر ابزار دقت كرد. محدوديت اصلي در اين ابزارها طول قسمت ساده ي سر ابزار است.
خيلي از اپراتورهايcncاز ابزارهاي سوراخكاري براي برش عرضي استفاده ميكنند درحاليكه ابزارهاي مخصوص برشكاري سرعت و كيفيت چند برابري تامين ميكنند.
معرفي انواع ابزارهايcncروتر
اين ابزارها داراي يك قسمت برشكاري با قطر يكنواخت هستند. سطح مارپيچ به منظور خروج براده هاي ماشين كاري در نظر گرفته شده است.
براي استفاده از اين نوع ابزار بايد به قطر قسمت براده برداري و طول سر ابزار دقت كرد. محدوديت اصلي در اين ابزارها طول قسمت ساده ي سر ابزار است.
خيلي از اپراتورهايcncاز ابزارهاي سوراخكاري براي برش عرضي استفاده ميكنند درحاليكه ابزارهاي مخصوص برشكاري سرعت و كيفيت چند برابري تامين ميكنند.